Radiography Testing
Radiographic Testing method is useful for the detection of internal flaws in many different materials and configurations especially used for quality assurance of castings, forgings and welds. An appropriate radiographic film is placed behind the test specimen and is exposed by passing either X-rays or gamma rays through it. The intensity of the X-rays or gamma rays while passing through the product is modified according to the internal structure of the specimen and thus the exposed film, after processing, reveals the shadow picture, known as a radiograph, of the product. It is then interpreted to obtain data about the discontinuities present in the specimen.
The choice of radiation sources and their strength depends on a variety of factors including size of the component and the material thickness. Within the broad group of X-Ray and Gamma ray sources are a variety of camera choices with varying radiation strengths. Prism NDT Services X-Ray capabilities run the gamut from 4 MEV units utilized to radiograph extremely large and thick castings and forgings, to portable X-Ray cameras used for field weld applications and thin wall material inspection. Gamma sources vary from very low level fluoroscopic units to perform real time corrosion under insulation surveys, to Iridium (Ir192) and Selenium (Se 75) sources used for a variety of weld inspections, to Cobalt (Co 60) inspections for thick component testing.

X-Ray Testing
X-R-I Testing offers a wide variety of X-ray radiography testingservices for nondestructive testing of any size component. With our large processing capacity, we provide quick turnaround even with high volume production requirements.
150kV to 300kV cabinets for quick production turnaround
X-ray cabinets allow versatility in processing a wide variety of shapes and sizes
Walk-in cell with accessibility for larger parts
Dye Penetrant Testing
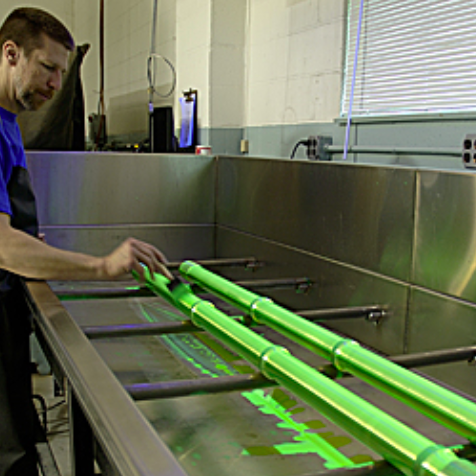
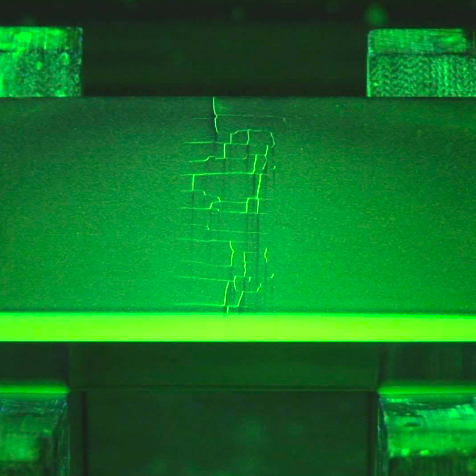
Also known as Liquid penetrant inspection,Dye penetrant testing is the most reliable method of finding defects and discontinuities opened on the surface especially in all non-porous materials. This method is widely used for testing of non-magnetic materials.
In PT method, a liquid/dye penetrant is applied to the surface of the product for a certain predetermined time specified by codes, standards or specifications, after which the excess penetrant is removed from the surface. The surface is then dried and a developer is applied to it. The penetrant which remains in the discontinuity is absorbed by the developer to indicate the presence as well as the location, size and nature of the discontinuity. Penetrants used are either visible dye penetrant or fluorescent dye penetrant. The inspection for the presence of visible dye indications is made under white light while inspection of presence of indications by fluorescent dye penetrant is made under high intensity ultraviolet (or black) light under darkened conditions.

Ultrasonic Testing
Ultrasonic Testing is an NDT method applied to detect internal flaws in materials, components and structures. Ultrasonic is sound beyond the human audible range that is 20Hz to 20kHz. Ultrasonic inspections use frequencies of above 0.5MHz up to 25MHz to test metals, ceramics, glass, composite and other engineering materials.
The ultrasonic waves travel through the material with some loss of energy (attenuation) due to material characteristics. The intensity of ultrasonic waves is measured, after reflection at interfaces (or flaw) or is measured at the opposite surface of the specimen (through transmission). The reflected beam is detected and analyzed to define the presence and location of flaws. The degree of reflection depends largely on the physical state of matter on the opposite side of the interface, and to a lesser extent on specific physical properties of that matter. For instance, ultrasonic waves are almost completely reflected at metal-gas interfaces, partial reflection occurs at metal-liquid or metal-solid interfaces. Ultrasonic testing has a superior penetrating power than radiography testing and can detect flaws deep (up to 5metre of steel) in the test objects. UT is quite sensitive to small flaws and allows the precise determination of the location and size of the discontinuities.
Ultrasonic testing is commonly used for inspecting castings, rolled bars, plates, forgings, thin sheets, extruded components, drawn components, welds and to measure reduction in thickness of pipes, vessels and other components.
Magnetic Particle Testing
Magnetic Particle Inspection (MPI) is a Non-Destructive Testing (NDT) process for detecting surface and slightly subsurface discontinuities in ferroelectric materials such as iron, nickel, cobalt, and some of their alloys. The process puts a magnetic field into the part. The piece can be magnetized by direct or indirect magnetization. Direct magnetization occurs when the electric current is passed through the test object and a magnetic field is formed in the material. Indirect magnetization occurs when no electric current is passed through the test object, but a magnetic field is applied from an outside source. The magnetic lines of force are perpendicular to the direction of the electric current which may be either Alternating Current (AC) or some form of Direct Current (DC) (rectified AC).
The presence of a surface or subsurface discontinuity in the material allows the magnetic flux to leak, since air cannot support as much magnetic field per unit volume as metals. Ferrous iron particles are then applied to the part. The particles may be dry or in a wet suspension. If an area of flux leakage is present the particles will be attracted to this area. The particles will build up at the area of leakage and form what is known as an indication. The indication can then be evaluated to determine what it is, what may have caused it, and what action should be taken, if any.